русский



Следите за новостями в индустрии материалов TPE, узнавайте о текущем состоянии и будущих тенденциях развития отрасли TPE.
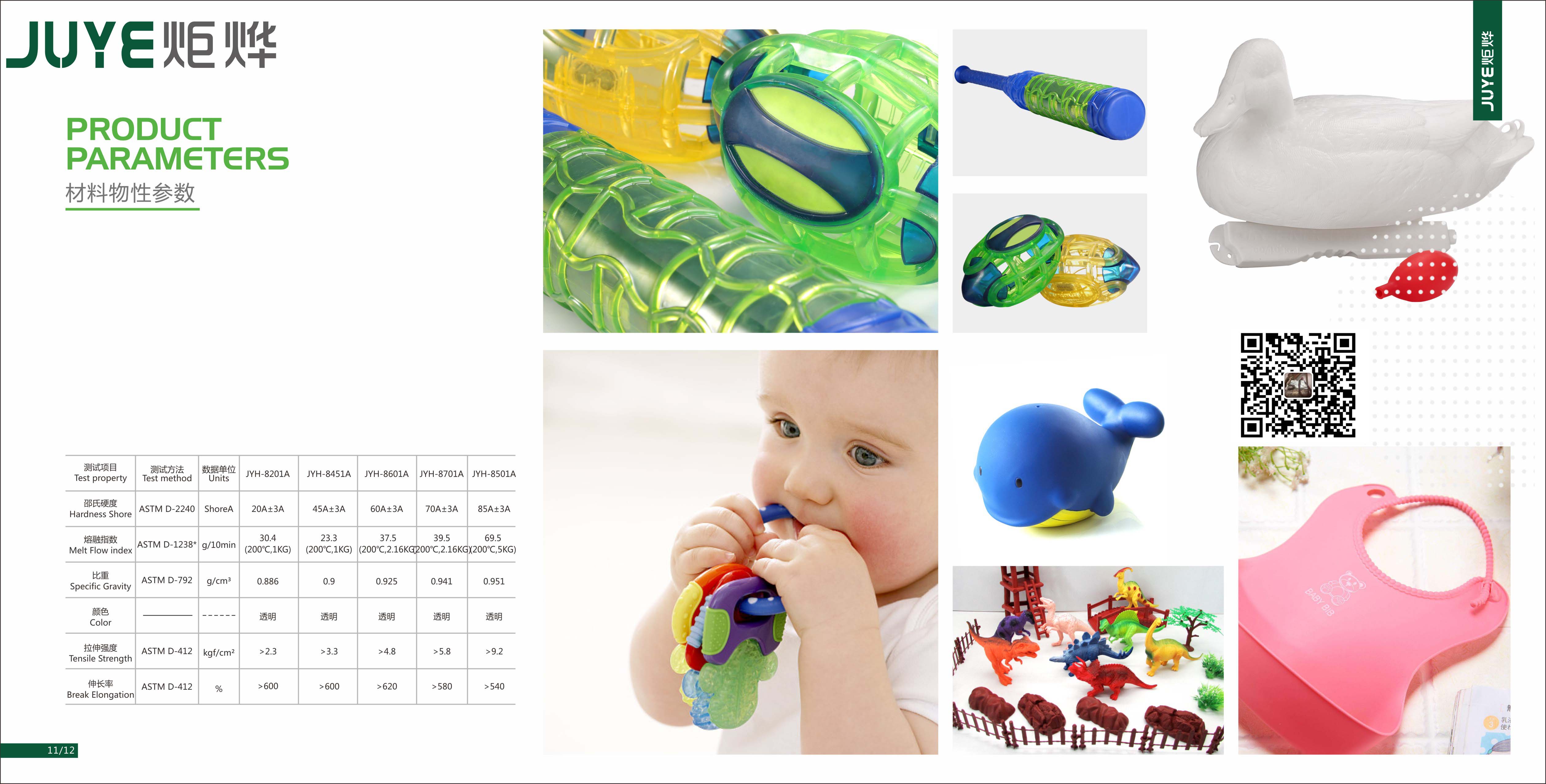
Для TPE на основе более жесткого SEBS, для TPR на основе SBS,
В процессе обработки и литья под давлением, редактор Цзюйе считает, что точность настройки температуры является ключевым фактором, влияющим на внешний вид и производительность продукта. Ниже приведены TPE рекомендации по настройке температуры при литье под давлением.
Температура в зоне подачи должна быть установлена относительно низкой, чтобы избежать засорения входного отверстия и дать возможность выхода захваченного воздуха. После испытаний обычно TPE.TPR продукт в каждой зоне устанавливается в диапазоне от 160°C до 210°C, а в сопле - от 180°C до 230°C.
Температура формы должна быть установлена выше температуры конденсации в зоне впрыска, чтобы избежать загрязнения формы водой и появления полос на поверхности продукта. Слишком высокая температура формы обычно приводит к более длительному циклу производства, но она может улучшить внешний вид продукта, поэтому диапазон температур формы следует проектировать от 30 до 40 единиц.
В процессе формования, при заполнении полости пресс-формы, если наполняемость продукта плохая, могут возникнуть такие проблемы, как чрезмерная декомпрессия, слишком длительное время заполнения, некачественное заполнение и т.д., что приводит к дефектам качества. Чтобы улучшить наполняемость при формовании, можно улучшить качество формованных изделий, и обычно это можно рассмотреть со следующих аспектов:
1) Замена на продукт другой серии Keyue;
2) Изменение положения литника;
3) Изменение давления впрыска;
4) Изменение геометрии детали.
Управление давлением впрыска обычно делится на одно давление впрыска, два давления впрыска (давление выдержки) или более трех давлений впрыска. Важно, чтобы при правильной временной настройке переключения давления предотвращалось чрезмерное давление в форме, перелив или нехватка материала и т.д. Удельный объем формы зависит от давления и температуры расплава при закрытии литника на стадии выдержки. Если давление и температура при переключении на стадию охлаждения продукта согласованы, то удельный объем детали не изменится.
Давление выдержки является наиболее важным параметром для определения размеров продукта при постоянной температуре формования. Давление и температура выдержки являются наиболее важными переменными, влияющими на допуски размеров продукта. Например, после завершения заполнения формы сразу снижают давление выдержки, когда образуется определенная толщина поверхностного слоя, снова увеличивают давление выдержки, используя низкое усилие смыкания для устранения усадочных раковин и вспышек, формируя толстостенные изделия.
Давление и скорость выдержки обычно составляют 50%~65% от максимального давления впрыска и скорости заполнения полости, то есть давление выдержки примерно на 0,6~0,8 МПа ниже давления впрыска. Поскольку давление выдержки ниже давления впрыска, нагрузка на насос низкая, что продлевает срок службы фиксированного насоса и снижает энергопотребление двигателя насоса. Предварительно регулируют определенное количество измерения, чтобы в конце хода впрыска на конце винта оставалось небольшое количество расплава (буфер). В зависимости от заполнения формы, дополнительно прикладывают давление впрыска (вторичное или третичное) для подачи небольшого количества расплава. Таким образом можно предотвратить усадку продукта или отрегулировать усадку.
Время охлаждения в основном зависит от температуры расплава, толщины стенки продукта и эффективности охлаждения. Кроме того, твердость материала также является фактором. Более твердые сорта затвердевают в форме быстрее, чем более мягкие. Если охлаждение происходит с обеих сторон, требуемое время охлаждения для толщины стенки обычно составляет от 10 до 15 секунд на каждые 0,100 единицы. Продукты, покрытые клеем, требуют более длительного времени охлаждения, поскольку они могут эффективно охлаждаться через меньшую площадь поверхности. Требуемое время охлаждения для толщины стенки составляет примерно от 15 до 25 секунд на каждые 0,100 единицы.
1. Неполное формование пластика
3) Слишком быстрое или слишком длительное время впрыска
Для получения дополнительной информации о применении и решениях TPE/TPR обращайтесь к 炬烨TPE, мы бесплатно разработаем для вас решения по применению TPE и TPR; мы предоставим вам возможность повысить добавленную стоимость вашей продукции.

Китай, провинция Гуандун, город Дунгуань, район Чанпин, вторая промышленная зона Шуцзю, улица 4, дом 2
13827205072
0769-82827851
E-mail
juyetpe@juyetpe.com
Госпожа Чжан
